新闻资讯
News
News
光博新闻资讯
及时快捷了解公司最新发展动态
及时快捷了解公司最新发展动态




新型UASB反应器是在工程实践的基础上,通过消化吸收国内外先进技术,对传统UASB反应器结构进行改革与创新,并在高浓度有机废水处理项目中应用,较好地解决了UASB中高浓度有机废水中三相分离,酸化控制,颗粒污泥产生技术等难点,具有广泛的应用前景。 本设备是在工程实践的基础上,通过消化吸收国内外先进技术,对传统UASB反应器结构进行改革与创新,并在高浓度有机废水的处理上达到国际ling先水平,先后应用于大型淀粉厂、生物制药厂(阿维菌素、维生素、青霉素等),工艺设计先进,设备处理废水能力强、能耗低、运行费用低、产气量高,每公斤COD可产气0.58-0.6m3,远远超过0.35的理论值,厌氧污泥全部颗粒化,较好地解决了厌氧反应器UASB中高浓度有机废水中三相分离,酸化控制,颗粒污泥产生技术等难点,具有广泛的应用前景。 新型UASB反应器技术优点 1.容积负荷高:反应器内污泥浓度高,微生物量大,进水有机负荷高 2. UASB内厌氧污泥浓度高,平均污泥浓度为20-40gMLVSS/L; 3.节省投资和占地面积; 4.抗冲击负荷能力高; 5.动力费用低,无混合搅拌设备,靠发酵过程中产生的沼气的上升运动,使污泥床上部的污泥处于悬浮状态,对下部的污泥层也有一定程度的搅动; 6.污泥床不设载体,节省造价及避免因填料发生堵塞问题; 7.出水稳定性好; 8.启动周期短,反应器内污泥活性高,生物增殖快,为反应器快速启动提供有利条件; 9.沼气利用价值高,反应器产生的生物气纯度高,CH470%~80%,CO220%~30%,其他有机物为1%~5%,可作燃料加以利用;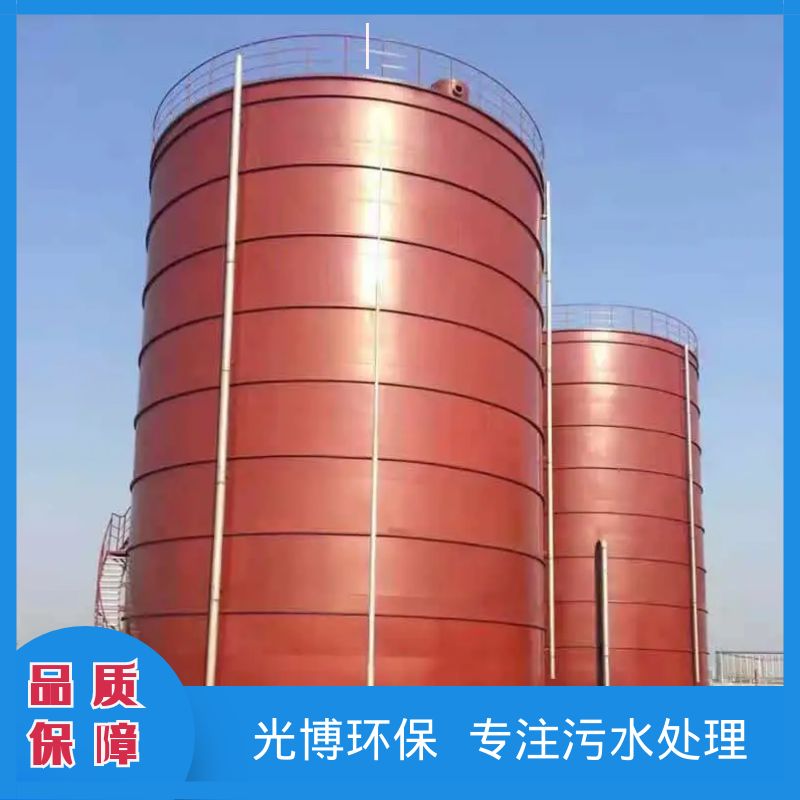
 首页
首页
 客户案例
客户案例
 产品展示
产品展示
 联系我们
联系我们

在线咨询

电话咨询
0531-89702928
全国统一24小时服务热线

微信咨询


在线留言

回到顶部